Process reliability is of paramount importance in industrial applications, as it directly impacts both production efficiency and product quality. Systems boasting high reliability have been shown to reduce downtime by up to 30%, resulting in substantial cost savings for businesses. In industries where consistency and productivity are critical, the role of reliable equipment cannot be underestimated.
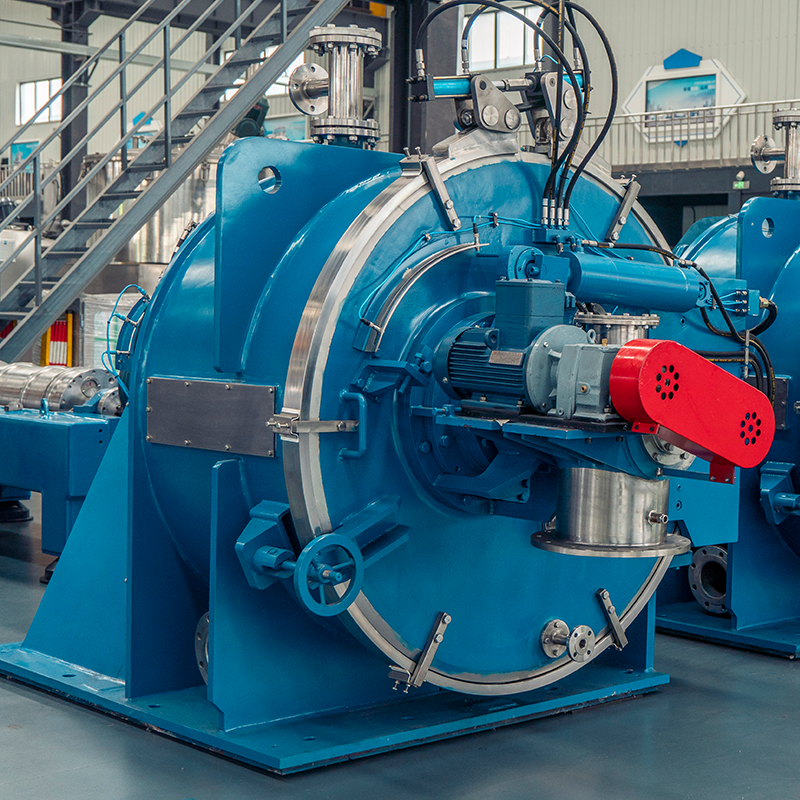
Advanced centrifuge systems significantly enhance process reliability through robust engineering designs that mitigate wear and tear. These systems often feature automated monitoring tools and self-adjusting mechanisms to ensure optimal performance under varied operational conditions. By integrating elements such as a high-capacity industrial centrifuge and centrifugal decanter, companies can maintain efficiency while managing diverse material flows. Utilizing technologies like the 3 phase centrifuge also contributes to enhanced system reliability, enabling industries to achieve seamless and efficient operations.
Advanced centrifuge systems are designed to deliver high-speed performance and efficiency, which are essential for maximizing throughput. These systems often operate at speeds exceeding 10,000 RPM and are equipped with energy-efficient motors to minimize operational costs. This high-speed capability is vital for applications that require rapid results and high capacity, such as the pharmaceutical and biotechnology industries. Decanter centrifuge technology, for example, provides a robust framework for processing large volumes efficiently, making it a preferred choice for many industrial settings.
Precision control and automation are critical for tailored processing, enhancing the separation efficiency of components. This capability is particularly significant in industries where maintaining high purity levels is critical, such as pharmaceuticals. Automation features in decanter centrifuges reduce manual intervention, thereby improving accuracy and reliability. The ability to fine-tune processing parameters ensures that these systems can meet specific production standards, making them indispensable in fields that demand highly precise separation.
Safety and maintenance considerations are integral to the design of modern centrifuges. User-friendly interfaces allow operators to monitor processes closely, conduct diagnostics, and perform necessary adjustments with ease, significantly reducing maintenance downtime. Built-in safety features, such as imbalance detection and automatic shut-off, protect both the operator and equipment, enhancing overall operational safety. This attention to safety and maintenance not only prolongs the lifespan of the equipment but also ensures consistent performance, which is crucial for maintaining high production standards in various industries.
In the pharmaceutical industry, advanced centrifuge systems play a pivotal role in separating cellular components during drug production. High-capacity industrial centrifuges are particularly preferred in this sector due to their efficiency in handling substantial volumes of materials, which is crucial for large-scale drug manufacturing processes. These systems ensure the purity and consistency necessary for pharmaceutical standards, thus enhancing both the efficacy and safety of medicinal products.
Within the food and beverage industry, advanced centrifuges are equally indispensable. They facilitate both the separation and clarification of liquids, ensuring product quality and compliance with stringent hygiene regulations. Decanter centrifuges are especially valuable in this context as they minimize product loss and optimize the yield of consumables, maintaining the delicate balance between operational efficiency and quality assurance.
In chemical and environmental applications, the use of centrifuges is critical for effective wastewater treatment. These systems efficiently separate contaminants from effluents, aiding significantly in meeting environmental compliance standards. Numerous studies have demonstrated the effectiveness of centrifugal decanter systems in treating wastewater by removing solids and reducing biochemical oxygen demand, thereby mitigating environmental impact. This capability underscores the system's value in industries striving for sustainable practices.
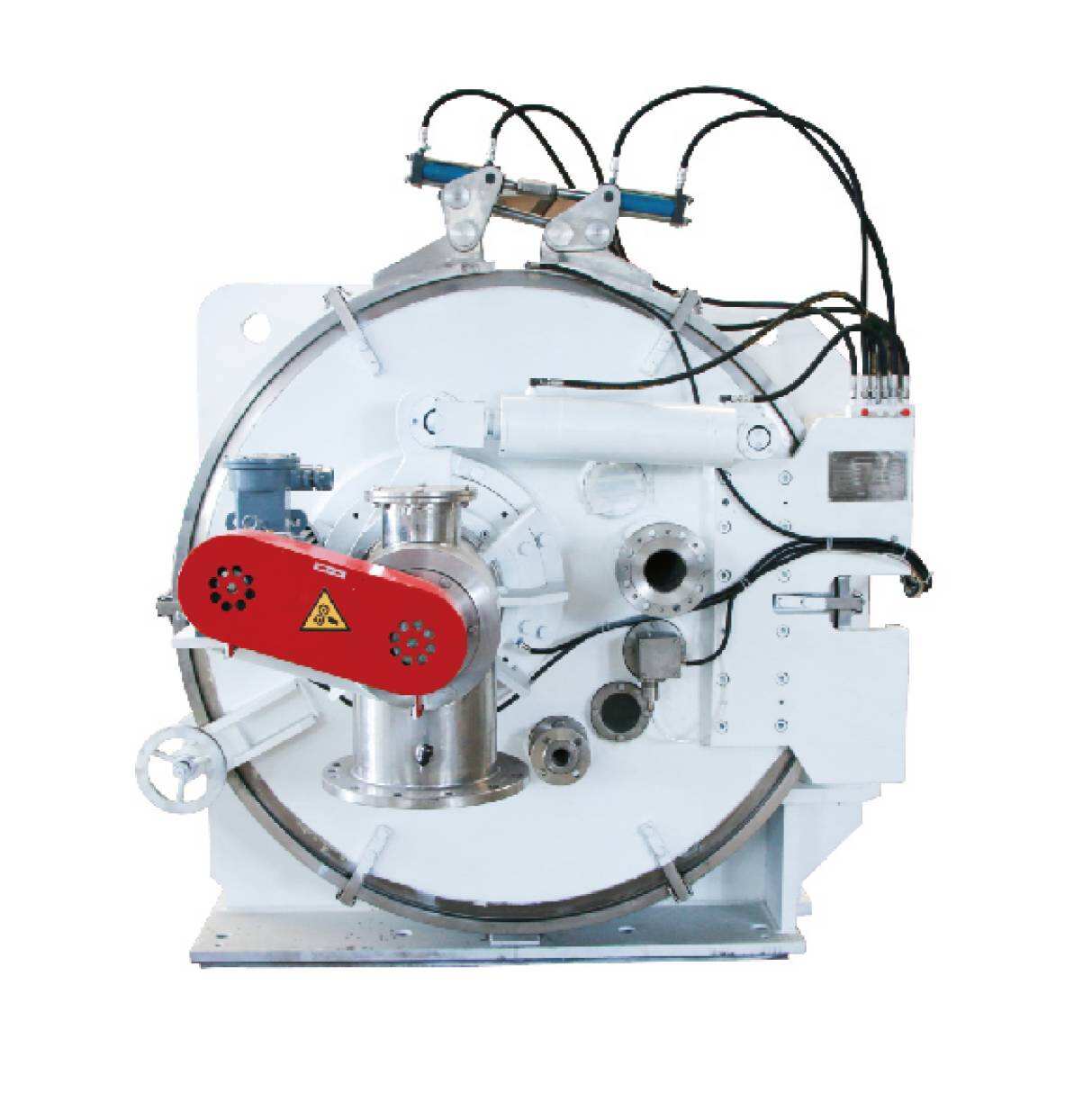
The GK Peeler Centrifuge stands out for its high-performance capabilities in solid-liquid separation. Known for its operational reliability, this model is adept in a range of industries such as chemical, food, and pharmaceuticals. It features a dovetail slot design for robust sealing, making it suitable for continuous operation with minimal maintenance needs.
For pharmaceutical applications, the GKF Pharma Peeler Centrifuge is ideal, ensuring high precision in controlling processing variables. Its design prioritizes product integrity, featuring a gas back-blowing device and online cleaning systems to maintain stringent hygiene requirements, perfect for low-viscosity and hazardous materials.
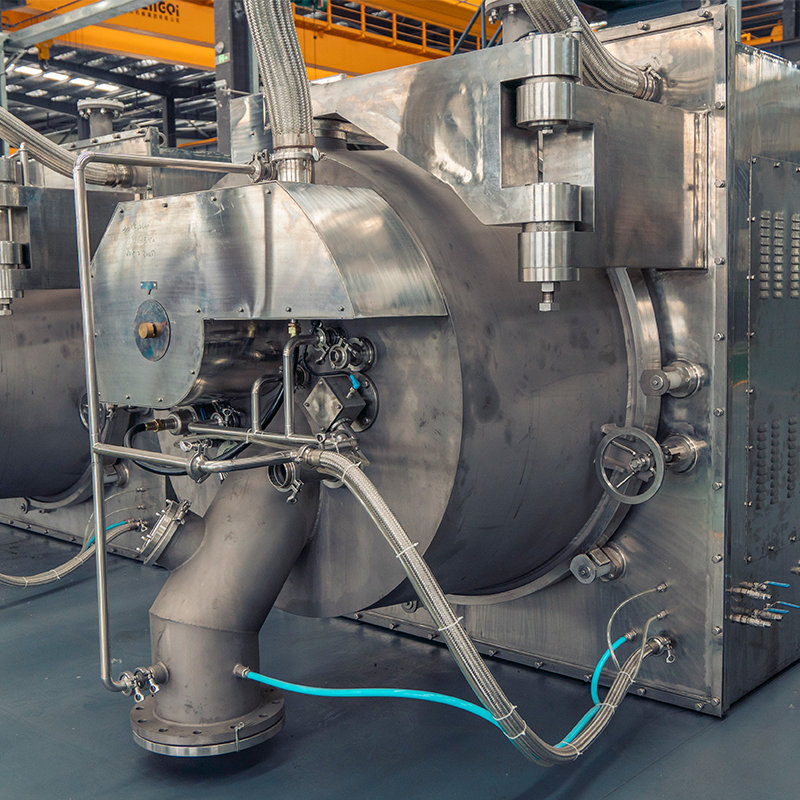
The GKH Siphon Peeler Centrifuge excels in handling viscous materials with integrated automation features that optimize efficiency and safety. It's extensively used in industries such as bioengineering and chemical production, providing effective separation processes with reduced cake moisture.
Selecting the optimal centrifuge system involves evaluating several critical factors to match your precise operational needs. Start by considering throughput requirements, which dictate the capacity and speed necessary for your process. It's important to ensure the centrifuge is compatible with the materials you handle, which might include specific operational parameters like temperature and humidity tolerances. These considerations ensure the centrifuge system can perform efficiently under your working conditions.
A comparative analysis of various centrifuge models can guide you toward the best choice for your applications. Key attributes to examine include energy consumption, which impacts long-term operational costs, and the frequency of maintenance intervals, affecting downtime and service expenses. Automation capabilities also play a vital role by reducing manual intervention and enhancing operational efficiency. By thoroughly assessing these aspects, you can identify a centrifuge system that aligns with your process needs, offering reliability and optimal performance.
The future of centrifuge technology is being shaped by the incorporation of enhanced automation and Artificial Intelligence (AI) for predictive maintenance. These innovations aim to significantly reduce downtime and operational costs by improving the accuracy and timeliness of maintenance alerts. According to a recent study, AI-driven monitoring of centrifuges can increase the prediction accuracy of potential failures from 13% to 93% while reducing false alarms by 80%. This AI-led approach allows for the integration of diverse data sources and advanced machine learning techniques, ensuring a more comprehensive monitoring system.
In addition to technological advancements, sustainable practices in centrifuge operations are becoming increasingly important. Manufacturers are focusing on energy-efficient models to minimize environmental impact. This includes exploring the use of biodegradable materials for components, thereby reducing the ecological footprint of these high capacity industrial centrifuges. The push toward sustainability not only aligns with global environmental standards but also offers long-term cost savings for industrial applications. As these trends continue to evolve, the integration of eco-friendly and AI-driven technologies in "decanter centrifuges" will shape the future landscape of industrial operations.
 Hot News
Hot News
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy
No. 88 Qigan Road, Yangshe Town, Zhangjiagang City, Jiangsu Province, China
Copyright © 2025 Jiangsu Huada Centrifuge Co., Ltd. All Rights Reserved Privacy policy
 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 LO
LO
 LA
LA
 MN
MN
 MY
MY
 KK
KK
 UZ
UZ
 IT
IT